Introduction
Within This Page
In the realm of facility management, there are assets that are absolutely mission critical to the business especially as they pertain to building operations. The failure of these critical assets is the very risk that must be mitigated if not eliminated. As with all business practices, managing critical equipment requires an auditable process to ensure that operational risk reduction is actively pursued in addition to all other pertinent business objectives.
Description
Critical equipment is any piece of equipment or machinery that could do any of the following:
- Significantly impair the ability to safely meet business objectives
- Adversely affect quality levels
- Violate environmental standards of the business organization.
Critical equipment often impacts safety, regulatory compliance, cost, or operational throughput. Accordingly, provisions for any critical equipment must be accounted for in order to support the sustainability of the business entity.


The capital investment of a building or facility is to support one or multiple business purposes. The environment for this 'value-creating" activity is almost always critical. While a facility is often composed of many individual assets, there are frequently a critical few that, if not operational, would preclude the business from achieving its objectives. It is imperative that these critical assets and subsystems be properly identified and put into perspective for the ultimate purpose of operational (and oftentimes, safety) risk mitigation. In order for facility maintenance to minimize risk and be essentially invisible to the business, facility management must anticipate needs of not only the people but the business enterprise as well. Facility management must also effectively evaluate and constantly monitor the capability of the facility assets. Needless to say, this is easier said than done.
Types of critical equipment that may often exist in buildings include material egress, safety systems, environmental controls, hazardous substance handling, energy management, cooling, utility supplies, security systems, etc. Common maintenance operations metrics that involve reliability such as Mean Time to Repair (MTTR), Mean Time between Failures (MTBF), and Expected Useful Life are essential inference points that must be considered in the classification of an asset being critical as well as what a "work around plan" needs to provide to render reduced risk or reduced duration of failure. Mean Time to Repair, or MTTR, is defined as the average time required to repair a failed component or device. Mean Time Between Failures, or MTBF is defined as the predicted elapsed time between inherent failures of a system during operation. Expected Useful Life, or EUL, is the estimated lifespan of a given asset. MTTR and MTBF data often can be generated from the organization's computerized maintenance management system (CMMS).
Providing a safe and productive work environment (e.g. a manufacturing facility) requires an efficient method to manage the building's assets. After establishing a comprehensive and labeled inventory of the assets, it is of utmost importance to accurately identify which facility assets are critical. In order to have universal assurance that this is properly done, a common approach or standardized method is strongly recommended. Chiefly, the common critical asset identification process should include the following aspects:
- A quantifiable inventory of assets
- Support documentation including location, manufacturer, model number, (e.g. shop drawings, control schematics, building layouts, maintenance manuals, etc.)
- Information necessary to receive support and spare parts on a timely basis
- Understanding the rationale as to why the asset is deemed critical (e.g. "Under what circumstances is this asset critical?")
- An action plan to mitigate the criticality for each identified asset
- Communication to capital planning for refurbishment or replacement of the asset at the end of its useful life.
In order to achieve all of these vital aspects, a method for the valuation of each asset is necessary. A common score sheet should be developed, recorded, and maintained for each critical asset that poses significant risk to the enterprise. The record should include:
- Whether the asset is critical
- The rationale as to why it is critical
- What efforts may have been undertaken to mitigate or eliminate risk, hence rendering the asset no longer critical
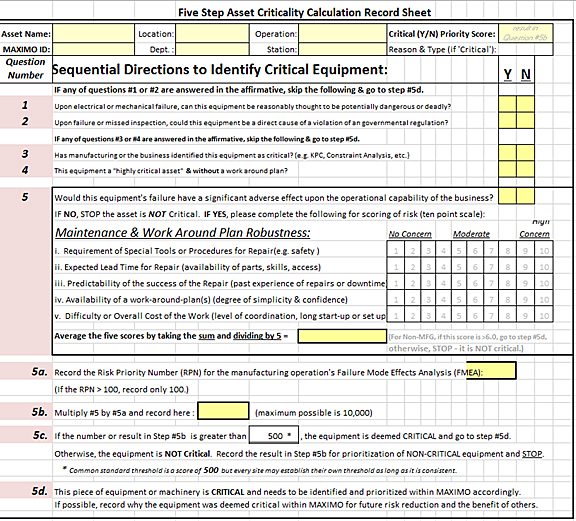
Please note that the completion record is best completed by a cross functional team of both management as well as maintenance operators. A tool that can be used to accomplish this is a Five Step Asset Criticality Calculation Record Sheet. (An example of such a sheet can be found below.)
A Five Step Asset Criticality Calculation Record Sheet first looks for whether safety is an inherent issue upon failure, and then whether any governmental regulation would be in violation upon failure. These would be recorded in the affirmative and the assets would be deemed critical if there would be a direct causational condition to create these dangers.
Secondly, the questions relate to key business priorities (e.g. Key Performance Indicators (KPI's), Constraints, etc.) and to what degree is there a viable "work-around" plan to ameliorate the above risks. The robustness of the set of "work-around" plans for the asset would be scored as per:
- The need for special tools
- The lead time for repair
- The complexity of the repair.
Lastly, it is recommended that if there is a Failure Mode Effects & Analysis for the business operation, the asset would be deemed as being critical if the asset's failure would create a failure in a high priority business process (Risk Priority Number or RPN is greater than the value of the organization's critical benchmark).
If an asset achieves an above average criticality score, the asset would be deemed critical. The following is an example of a Five Step Asset Criticality Calculation Record Sheet that incorporates all of the above recommendations:
Application
The following recommendation should be applied to all high risk facility assets that are required to ensure the correct and reliable function of the building.
Business strategies of being responsive to customers, being competitive, or low cost producers, or being first to market require cost-effectiveness concerning building operation and maintenance. As much as possible, all circumstances and risks that may pose a threat to business operations must be foreseen, anticipated, and mitigated. For existing operations, the current asset list should be prioritized for cross-functional review and scoring. With regular periodic reviews, even the most complex facility can be analyzed within a year. After that, every score sheet can be revisited annually for reconsideration. Developing annual risk mitigation objectives can very well be facilitated by the use and review of these records.
For new facilities or business operations, this process may be useful to comprehend within the design and construction where operational risk mitigation can be undertaken at the outset.
Anticipation of operational risk and the communication thereof, are the primary goals of this critical asset identification process. Preventive maintenance strategies and technologies are primary means of risk assessment and mitigation that should be incorporated in this record. Such preventative maintenance technologies include but are not limited to the following:
-
Thermography. Thermography is a method of inspecting electrical and mechanical equipment by obtaining heat distribution pictures. This inspection method is based on the fact that most components in a system show an increase in temperature when malfunctioning.
-
Vibration analysis. Vibration Analysis, applied in an industrial or maintenance environment aims to reduce maintenance costs and equipment downtime by detecting equipment faults. Most commonly Vibration Analysis is used to detect faults in rotating equipment (fans, motors, pumps, and gearboxes etc.) such as unbalance, misalignment, rolling element bearing faults and resonance conditions.
-
Eddy current analysis. Eddy current analysis has become the dominant nondestructive test (NDT) used to inspect nonferrous shell & tube heat exchangers used throughout the military, nuclear, heavy equipment, comfort cooling, cogeneration/power, pulp/paper mill, process, & HVAC chiller industries.
-
Ultrasound inspection. Ultrasound inspection is a predictive maintenance technology that is applied to thickness, density, flow and level sensing. It is associated with the measurement of sound above 15 kHz.
-
Meter based maintenance. Meter based maintenance is maintenance performed as a result of a meter reading trigger. The meter might measure, for example, the number of hours the equipment has been in use, the kilometers it has been driven, the number of parts that have been produced, or an operating condition such as pressure or flow rate.
-
Tribology. Tribology is the science and engineering of interacting surfaces in relative motion. It includes the study and application of the principles of friction, lubrication and wear.
Communication of both mitigated and unmitigated risk is imperative to the business operation leadership, maintenance operators, as well as the capital planning resources of the organization.
Case Study Examples
- A Study of Current Maintenance Strategies and the Reliability of Critical Medical Equipment in Hospitals in Relation to Patient Outcomes by Khelood A. Mkalaf, Peter Gibson, and John Flanagan. World Academy of Science, Engineering and Technology International Journal of Social, Behavioral, Educational, Economic and Management Engineering Vol: 7, No: 10, 2013.
Emerging Issues
With an increased focus on sustainability and environmental responsibility, an increased depth of risk mitigation strategies is often needed to complement and support organizational goals with respect to regulatory compliance and environmental stewardship. Simple uptime or reduction plans are frequently no longer satisfactory in the communication of performance. The application of statistically based confidence interval forecasting in determining equipment failure modes has been an increasing trend in order to show organizational commitment to investors, regulatory agencies, and the community at large, especially as it pertains to operational aspects that have a direct impact on the environment.